Laserhitsaus
LASERHITSAUS on prosessi, jossa laservalo kohdistetaan pieneen pisteeseen työkappaleen pinnalla materiaalin sulattamiseksi tai höyrystämiseksi.
METALLIEN LASERHITSAUS voidaan jakaa kahteen eri prosessiin: sulattavaan laserhitsaukseenja syvätunkeumalaserhitsaukseen. Lasersäteen tehotiheys työkappaleen pinnalla sekä teho:hitsausnopeus –suhde määrittävät onko kyseessä sulattava laserhitsaus vai syvätunkeumahitsaus. Vaadittu tehotiheys avaimenreiän synnyttämiseksi teräkseen on noin 10 kW/mm2, ja tämän tehotiheyden alapuolella hitsaus on sulattavaa laserhitsausta. Lasersäteen lämmittäessä voimakkaasti metallin pintaa metalliatomien väliset sidokset katkeavat ja metalli höyrystyy. Metallihöyryn absorboidessa laservalon energiaa yhä enemmän atomit ionisoituvat metalliatomien luovuttaessa elektroneja. Tätä ionisoituneiden metalliatomien muodostamaa kaasua kutsutaan plasmaksi.
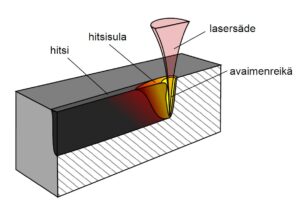
SYVÄTUNKEUMAHITSAUKSESSA korkealämpötilainen metallihöyry ja plasma laajenevat voimakkaasti muodostaen kapean sylinterimäisen reiän, niin kutsutun avaimenreiän, sulaan metalliin. Kuljetettaessa lasersädettä työkappaleen pinnalla metalli sulaa avaimenreiän etureunalla ja sula metalli virtaa avaimenreiän sivuilta avaimenreiän taakse, jossa se jähmettyy hitsiksi. Hitsisulalla on muodoltaan tyypillisesti pisaran muotoinen ja sulan lämpötila huomattavasti perinteisiä kaarihitsausprosesseja korkeampi. Avaimenreikähitsaukselle on tyypillistä syvä ja kapea hitsi.
SULATTAVASSA LASERHITSAUKSESSA lasersäteen tehotiheys ei ole riittävän suuri avaimenreiän muodostamiseksi, jolloin lasersäde sulattaa materiaalin pintaa ja lämpö siirtyy kappaleeseen sulan pinnalta käsin johtumalla. Näin ollen prosessille on tunnusomaista leveä ja matala hitsin poikkileikkaus, joka muistuttaa paljon perinteisten hitsausmenetelmien hitsejä.
PROSESSIKAASUJA käytetään tyypillisesti laserhitsauksessa plasmanmuodostuksen kontrolloimiseksi sekä hitsisulan suojaamiseksi ympäristön epäpuhtauksilta. Argon ja helium ovat tärkeimmät kaasut laserhitsauksessa joko puhtaina kaasuina tai erilaisten kaasuseosten pääkomponentteina. Oikean suojakaasun valinta edesauttaa hitsin ulkonäön ja mekaanisten ominaisuuksien parantamista estäessään huokosien tai reunahaavan syntymistä tai hitsin haurastumista.
LASERHITSAUKSEN EDUT:
- Suuri tuottavuus johtuen seuraavista tekijöistä:
- Suuri hitsausnopeus
- Kyky hitsata kerralla suuriakin ainepaksuuksia yhdeltä puolelta
- Mahdollisuus käyttää I-railoa (vähemmän railonvalmistelua ja lisäainetta)
- Vähemmän jälkityöstön tarvetta
- Matala lämmöntuonti tuo mukanaan seuraavia etuja:
- Pienet muodonmuutokset (pienempi tarve oikomisille ja pienemmät koneistusvarat)
- Usein haitalliset metallurgiset muutokset, kuten rakeenkasvu ja suuri lämpövyöhykkeen leveys, voidaan eliminoida
- Hitsi voidaan sijoittaa lähelle lämpöherkkiä komponentteja
- Uudet suunnittelumahdollisuudet, johtuen seuraavista tekijöistä:
- Hitsaus on mahdollista kohteissa, joihin päästään vain toiselta puolelta, tai joissa liitos sijaitsee esimerkiksi kapean raon pohjalla
- Eri paksuuksia voidaan liittää helposti toisiinsa
- Eri materiaaleja voidaan liittää toisiinsa
- Useita kappaleita voidaan liittää toisiinsa limiliitoksella yhdeltä puolelta yhdellä palolla
- Hitsaus voidaan jättää viimeiseksi työvaiheeksi
- Hitsaus voidaan suorittaa kaikissa asennoissa (esim. lakiasento)
- Prosessin hyvä hallittavuus:
- Energian siirtymistä kappaleeseen voidaan hallita erittäin tarkasti, sillä lasertehoa kappaleen pinnalla voidaan säätää portaattomasti ja tehoa voidaan tarvittaessa pulssittaa. Lisäksi fokuspisteen kokoa muuttamalla voidaan vaikuttaa hitsin muotoon.
- Hitsi muodostuu sinne mihin lasersäde kohdistetaan (vrt. kaarihitsauksessa valokaaren hyppääminen liitoksen viereen)
- Laadunvarmistus voidaan toteuttaa automaattisella prosessimonitoroinnilla
- Prosessi on helppo automatisoida hyvän hallittavuuden lisäksi prosessin matalan häiriöalttiuden vuoksi (kosketukseton prosessi, ei lisäaineensyötöstä johtuvia ongelmia, ei kuluvia osia, jne.)
Lisätietoja laserhitsin lujuudesta.
LASERHITSAUKSEN RAJOITUKSET:
- Tiukat toleranssit hitsattaville kappaleille
- Säteen korkea paikoitustarkkuusvaatimus (railonseuranta usein tarpeen)
- Kannattava investointi laserteknologiaan edellyttää riittävän suurta tuotantovolyymiä. Alihankinta onkin usein järkevä vaihtoehto omalle tuotannolle.
LISÄTIETOJA: laserhitsin lujuus, lasertyöstö, Ionix laserhitsauskoneet
IONIX tarjoaa teollisuudelle erilaisia lasertyöstöön liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen lasertyöstöjärjestelmän suunnitteluun. Ota yhteyttä!
