Laserpinnoitus
LASERPINNOITUS on menetelmä, jossa perusaineen pintaan sulatetaan lasersäteellä pinnoite, jonka tehtävänä on parantaa osan ominaisuuksia. Tyypillisesti perusaine on edullisempaa tai helpommin työstettävää materiaalia, joka pinnoitetaan esimerkiksi hyvin kulutusta tai korroosiota kestävällä materiaalilla. Laserpinnoituksella saavutetaan tyypillisesti kilpailevia pinnoitusmenetelmiä huomattavasti paremmat pinnoitteen ominaisuudet.
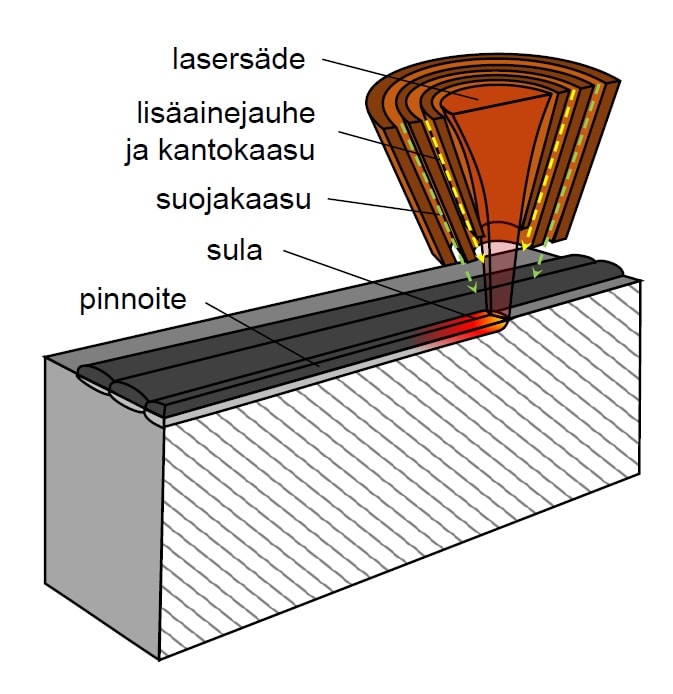
LASERPINNOITUSPROSESSISSA lasersäde sulattaa perusaineen pintakerroksen sekä prosessiin tuodun pinnoitemateriaalin. Pinnoitemateriaalin syöttö työkappaleen pinnalle tapahtuu prosessin aikana dynaamisesti lankana, nauhana tai jauheena tai ennen laserkäsittelyä pinnalle levitetyn pastan, levyn tai kalvon muodossa. Yleisin tapa on jauhemenetelmä, jossa lisäainejauhe tuodaan työkappaleen pinnalle pneumaattisesti kantokaasun avulla tai painovoiman avulla lasersäteen sivusta tai koaksiaalisesti lasersäteen kanssa. Pinnoitemateriaali voidaan tuoda työkappaleen pinnalle etukäteen myös käyttämällä jotain termistä ruiskutusmenetelmää (kaari, liekki, suurnopeusliekki, plasma), jonka tuottama pinnoite sulatetaan uudelleen laserilla pinnoitteen homogenisoimiseksi ja tiiveyden parantamiseksi.
SUOJAKAASUNA käytetään yleensä typpeä, heliumia tai argonia ja sen tehtävänä on suojata kuumaa työkappaletta ja pinnoitusmateriaalia hapettumiselta ja ilman epäpuhtauksilta. Joissain tapauksissa suojakaasulla vaikutetaan myös pinnoitteen ominaisuuksiin.
LASERPINNOITUSLAITTEISTO muodostuu laserlähteestä, työstöoptiikasta, lisäaineensyöttölaitteistosta, työstöpään paikoituslaitteistosta sekä kappaleenkäsittelylaitteistosta. Laserlähteenä käytetään tyypillisesti kuitu-, kiekko- tai diodilaseria, koska niiden luokkaa 1000 nm aallonpituus mahdollistaa lasersäteen hyvän absorption työkappaleeseen ja pinnoitemateriaaliin. Työstöoptiikkana käytetään yleensä erikoisoptiikkaa, jolla voidaan muokata lasersäteen tehojakaumaa työkappaleen pinnalla. Esimerkiksi leveästä, tasaisesti suorakulmion muotoon jakautuneesta lasertehosta on etua suuria pintoja pinnoitettaessa.
PINNOITTEEN OMINAISUUDET riippuvat pinnoitteen kemiallisesta koostumuksesta sekä mikrorakenteesta. Kemialliseen koostumukseen vaikuttavat lisäaineen koostumus sekä perusaineen ja pinnoitteen välinen sekoittuminen. Sekoittuminen pyritään pitämään yleensä mahdollisimman vähäisenä kuitenkin niin, että pinnoitteen ja perusaineen välille muodostuu sulaliitos. Sekoittumiseen sekä pinnoitteen mikrorakenteeseen vaikuttavat erityisesti prosessiin tuodun laserenergian määrä ja vaikutusaika (tehotiheys, lasersäteen koko, työstönopeus) sekä lisäaineen tuontitapa ja määrä. Myös perusaineen pinnanlaatu, absorptiokerroin, lämmönjohtavuus sekä lämpötila vaikuttavat lopputulokseen.
PINNOITEMATERIAALI on tyypillisesti metallia, mutta myös joitain keraami- ja komposiittipinnoitteita voidaan käyttää laserpinnoituksessa. Esimerkkejä pinnoitemateriaaleista ovat kobolttipohjaiset pinnoitteet (stelliitit), nikkelipohjaiset pinnoitteet (Inconel, NiCr, NiCrBSi), rautapohjaiset pinnoitteet (SS304, SS316, FeCrCW), molybdeenipohjaiset pinnoitteet, kovapartikkeli/komposiittipinnoitteet (WC/TiC/Cr3C2/SiC + NiCrBSi) sekä keraamipinnoitteet (Al2O3, ZrO2 + 8Y2O3). Mahdollisia pinnoitteen ja perusaineen välisiä erilaisista lämpölaajenemiskertoimista johtuvia jäännösjännityksiä sekä rajapinnalle muodostuvia hauraita faaseja voidaan ehkäistä tarvittaessa eri materiaalia olevilla välikerroksilla.
LASERPINNOITUKSEN TEHOKKUUS riippuu perusaineen, pinnoitteen paksuuden ja materiaalin sekä laatuvaatimusten lisäksi erityisesti käytetystä laserista ja lasertehosta. Jauheensyöttömäärät vaihtelevat tyypillisesti välillä 4-120 g/min ja esimerkiksi 6 kW diodilaserilla jauheensyöttömäärä on luokkaa 110 g/min.
TYYPILLISIÄ SOVELLUSKOHTEITA ovat venttiilien tiivistepinnat, turbiinien siivet, laakeripinnat, telat, terät, männät ja männänvarret. Laserpinnoituksella voidaan myös korjata kuluneita pinnoitteita ja pidentää näin osan elinikää.
LASERSEOSTUS on hyvin lähellä laserpinnoitusta oleva prosessi, jossa perusaineen ja lisäaineen välinen sekoittuminen on huomattavasti suurempaa kuin laserpinnoituksessa. Lisäaineena voidaan käyttää laserpinnoituksessa käytettyjen lisäainetyyppien lisäksi kaasuja. Esimerkiksi alumiiniseosten korroosionkestävyyttä voidaan parantaa merkittävästi nikkeli- ja nikkelikromiseostuksella. Titaaniseosten pintaominaisuuksia puolestaan voidaan parantaa puhaltamalla typpeä lasersäteen sulattamalle pinnalle, jolloin pintaan muodostuvat kovat titaaninitridit parantavat pinnan kulumiskestävyyttä merkittävästi.
LASERPINNOITUKSEN EDUT:
- Matala sekoittumisaste (2-8 %)
- Pienet muodonmuutokset
- Kapea lämpövaikutusvyöhyke
- Hyvä kiinnittyminen perusaineeseen (sulaliitos)
- Hyvä pinnoitemateriaalin tiiveys
- Soveltuu tarkkuus- ja korjauspinnoittamiseen
- Laaja perus- ja pinnoitusaineyhdistelmien kirjo
- Soveltuu myös kappaleiden sisäpintojen käsittelyyn
- Prosessi on helposti automatisoitavissa
LASERPINNOITUKSEN RAJOITUKSET:
- Tehokkuus suhteellisen matala verrattuna termisen ruiskutuksen menetelmiin
- Sopivien työstöparametrien löytäminen edellyttää perehtymistä aiheeseen
LISÄTIETOJA: lasertyöstö, Ionix tuotantojärjestelmät
IONIX tarjoaa teollisuudelle erilaisia lasertyöstöön liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen lasertyöstöjärjestelmän suunnitteluun. Ota yhteyttä!
