Laserjuotto
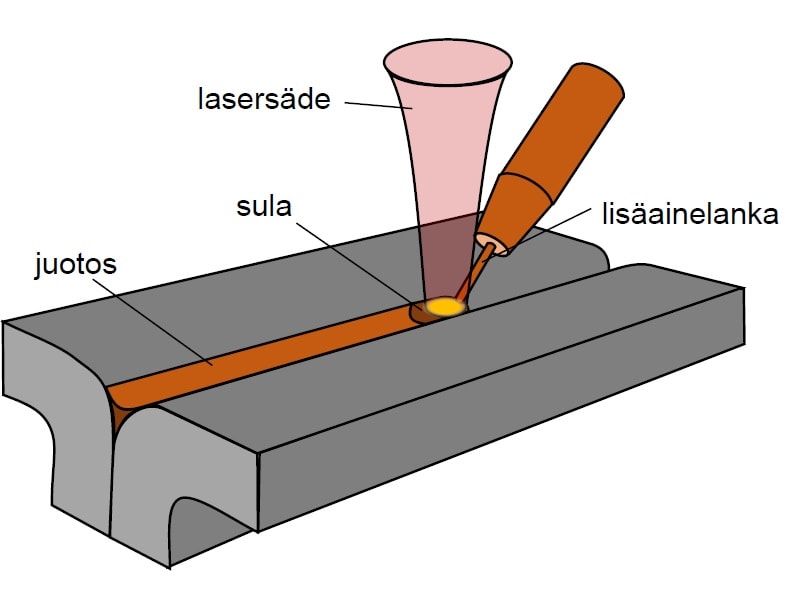
LASERJUOTTO (laserkovajuotto) on metallien liittämismenetelmä, jossa kappaleet liitetään toisiinsa lasersäteellä sulatetun juotteen avulla sulattamatta itse perusainetta. Juottomenetelmät jaetaan yleisesti työlämpötilan mukaan pehmeä- ja kovajuottoon edellisen tapahtuessa alle ja jälkimmäisen yli 450 °C lämpötilassa. Laserpehmeäjuottoa (laser soldering) käytetään pääasiassa elektroniikkateollisuudessa komponenttien kiinnijuottamisessa. Seuraavassa keskitytään laserkovajuottoon (laser brazing), joka soveltuu hyvin teräsohutlevyosien liitosmenetelmäksi. Prosessille on tyypillistä erittäin pieni lämmöntuonti sekä siisti liitos, joka ei vaadi jälkityöstöä vaativissakaan kohteissa.
LASERSÄTEEN halkaisija työkappaleen pinnalla on tyypillisesti luokkaa 1,5…3 mm. Lasersäde lämmittää liitospinnat nopeasti korkeaan lämpötilaan nostamatta lämpötilaa kuitenkaan yli perusaineen sulamislämpötilan. Perusainetta matalamman sulamislämpötilan omaava juote tuodaan liitokseen tyypillisesti luokkaa 1,0 mm paksun langan muodossa. Juote sulaa lasersäteen vaikutuksesta ja levittäytyy liitoksen lasersäteen lämmittämille pinnoille muodostaen juohevan juotoksen. Lankaa voidaan myös esilämmittää, jolloin juotosnopeutta voidaan nostaa lasertehon pysyessä vakiona.
LIITOSMUOTO tulee olla sellainen, että lasersäde pääsee lämmittämään liitospinnat ja juote pääsee levittäytymään liitospinnoille. Yleisimmät liitosmuodot ovat pienaliitos ja laippaliitos.
JUOTETTAVAT MATERIAALIT ovat yleisimmin sinkittyjä teräsohutlevyjä. Hitsauksessa lämpötila nousee reilusti yli sinkin 906 °C höyrystymislämpötilan, jolloin sinkkihöyry aiheuttaa mm. prosessin epävakautta ja huokosia. Lisäksi sinkin poistuminen jättää hitsin alttiiksi korroosiolle. Laserjuotossa prosessi on huomattavasti vakaampi, ja matalamman lämmöntuonnin ansiosta sinkkiä höyrystyy vain hyvin kapealta alueelta. Itse juotemateriaalin korroosionkestävyys on yleisesti hyvä, ja perusaineen ehjän sinkkikerroksen suojaava vaikutus ulottuu myös juotteen viereiselle kapealle vähäsinkkiselle vyöhykkeelle.
LISÄAINEEN sulamislämpötilan on oltava perusaineen sulamislämpötilaa matalampi. Esimerkiksi terästen laserjuottamisessa käytetään lisäaineena tyypillisesti piipronsseja (esim. CuSi3, sulamislämpötila 910-1025 °C) tai alumiinipronsseja (CuAl8, sulamislämpötila 1030-1040 °C).
ERIPARILIITOKSET esimerkiksi hiiliteräksen ja alumiinin välillä ovat myös mahdollisia. Terästä ja alumiinia liitettäessä lisäaine hitsautuu kiinni alumiiniin ja teräksen puolella tapahtuu juottautumista. Myös hiiliteräksestä ja ruostumattomasta teräksestä valmistettuja osia voidaan juottaa helposti toisiinsa.
TYYPILLISIÄ SOVELLUSKOHTEITA laserjuottamiselle ovat erilaiset ohutlevyrakenteet, joissa matala lämmöntuonti, liitoksen hyvä korroosionkesto sekä vähäinen jälkityöstön tarve ovat tärkeitä ominaisuuksia. Esimerkiksi autoteollisuus käyttää laserjuottoa paljon auton korin sekä ovien pitkien, näkyviin jäävien saumojen liittämismenetelmänä. Laserjuottaminen ei aiheuta ohuellakaan materiaalilla muodonmuutoksia ja liitos on kevyttä puhdistusta vaille valmis maalattavaksi.
LASERJUOTON EDUT:
- Liitoksen erinomainen pinnanlaatu
- Liitoksen hyvä korroosionkesto
- Korkea työstönopeus (2-6 m/min)
- Vähäinen jälkityöstön tarve
- Helposti hallittava prosessi
- Eripariliitokset helposti juotettavissa
LASERJUOTON RAJOITUKSET:
- Tyypillisesti rajoittunut vain ohutlevyjen liittämismenetelmäksi
- Ei sovellu käsin tapahtuvaan juottamiseen
- Suhteellisen kallis investointi
LISÄTIETOJA: lasertyöstö, Ionix laserhitsauskoneet
IONIX tarjoaa teollisuudelle erilaisia lasertyöstöön liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen lasertyöstöjärjestelmän suunnitteluun. Ota yhteyttä!
