TIG-hitsaus
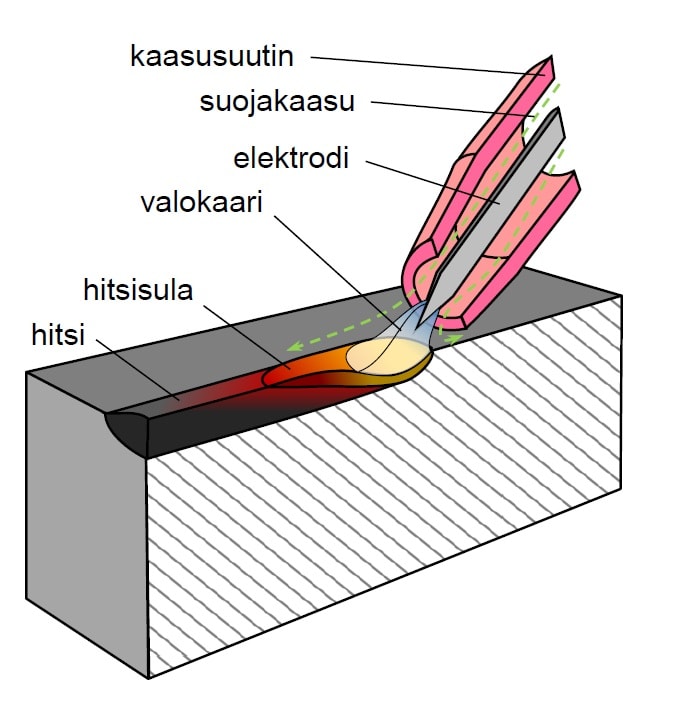
TIG-HITSAUS (sanoista Tungsten Inert Gas) on kaasukaarihitsausprosessi, jossa valokaari palaa sulamattoman volframielektrodin ja metallisen työkappaleen välillä. Valokaaren lämpö sulattaa työkappaleen pinnan, josta lämpö siirtyy edelleen syvemmälle kappaleeseen hitsisulan liikkeen mukana ja johtumalla.
SUOJAKAASUNA käytetään inerttiä kaasua, kuten argonia tai heliumia tai näiden seosta. Suojakaasun tehtävänä on ensisijaisesti suojata kaaritilaa, hitsisulaa sekä elektrodia ympäröivältä ilmalta.
LISÄAINELANKA TIG-hitsauksessa on umpilanka, jonka halkaisija on tyypillisesti 1,6-3,0 mm. Käsinhitsauksessa lisäaine on tyypillisesti suora, 1000 mm pitkä, vedetty hitsauslanka, jota syötetään prosessiin toisella kädellä. Koneellisessa hitsauksessa lisäaine tuodaan prosessiin kelalta langansyöttölaitteen toimesta. Koska TIG-hitsauksessa käytetään sulamatonta elektrodia, voidaan hitsausta tehdä myös ilman lisäainetta sulattamalla perusainetta. Tyypillisesti TIG-hitsaus tehdäänkin ilman lisäainetta.
SULAN JA TUNKEUMAN HYVÄ HALLITTAVUUS on eräs TIG-hitsauksen eduista. Tämän mahdollistaa se, että valokaari ja lisäaineen tuonti ovat erillään toisistaan, jolloin hitsausenergiaa ja lisäaineen tuontia voidaan säädellä erikseen. Hitsausvirta voi olla pienimmillään vain muutamia ampeereja, mikä tekee TIG-hitsauksesta erinomaisen menetelmän ohuiden materiaalien hitsaamiseen tai pohjapalon hitsaamiseen paksummilla materiaaleilla.
HITSAUSVIRTA on tyypillisesti 20-300 A tasavirtaa elektrodin ollessa kytkettynä miinus-napaan. Alumiinin, alumiinipronssin ja magnesiumin hitsauksessa käytetään vaihtovirtaa kyseisten materiaalien pinnalla olevan oksidikalvon vuoksi.
LAITTEISTON pääkomponentit ovat virtalähde, ohjausyksikkö sytytyslaitteineen, virtakaapeli, maadoituskaapeli ja hitsain. TIG-hitsausvirtalähde voi olla tasavirtalähde tai kaksoisvirtalähde. Yleensä TIG-hitsausvirtalähde soveltuu myös puikkohitsaukseen.
TIG-HITSAUKSEEN SOVELTUVIA MATERIAALEJA ovat seostamattomat, niukkaseosteiset ja runsasseosteiset teräkset sekä alumiini-, kupari-, nikkeli-, titaani- ja magnesiumseokset. Aineenpaksuudet ovat tyypillisesti välillä 0,1-6,0 mm.
TIG-HITSAUKSEN EDUT:
- Sula ja tunkeuma hyvin hallittavissa
- Lämmöntuonti hyvin hallittavissa
- Hitsaus ilman lisäainetta mahdollista
- Metallurgisesti puhdas hitsi
- Kuonaton prosessi
- Roiskeeton prosessi
- Helppo mekanisoida tai automatisoida
TIG-HITSAUKSEN RAJOITUKSET:
- Arka vedolle ja tuulelle
- Hidas
- Pieni tunkeuma
LISÄTIETOJA: Kaarihitsaus, Ionix robottihitsaussolut
IONIX tarjoaa teollisuudelle erilaisia kaarihitsaukseen liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen hitsausjärjestelmän suunnitteluun. Ota yhteyttä!
