Laserhitsin lujuus
Laserhitsi on tyypillisesti hyvin kapea – lähes huomaamaton. Moni perinteisempien hitsausmenetelmien kanssa työskennellyt ilmaiseekin usein epäilyksen hitsin lujuudesta: ”Noin kapea hitsi ei voi olla yhtä luja kuin useita millimetrejä leveä MIG/MAG-hitsi, jossa on vielä kaiken lisäksi suuri hitsipalko tuomassa lisää ainepaksuutta!” On totta, että joissain materiaaleissa laserhitsauksen kapea lisäaineeton hitsi ja pieni lämmöntuonti eivät mahdollista perinteisten menetelmien kanssa kilpailukykyistä lujuutta, mutta nämä tapaukset rajoittuvat tiettyihin erikoismateriaaleihin, kuten runsashiilisiin teräksiin tai joihinkin alumiiniseoksiin. Suurimmalla osalla teräksistä ja muista konepajametalleista laserhitsauksella saavutetaan vähintään kaarihitsausmenetelmien lujuustasot – usein ne jopa ylitetään!
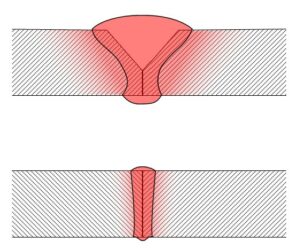
Suorassa päittäisliitoksessa, ”puskusaumassa”, osat hitsataan yhteen koko paksuudeltaan, jolloin hitsin voimia välittävä paksuus vastaa perusaineen paksuutta. Lisäaineellisessa hitsauksessa hitsin pinta- ja juuripalko tuovat hitsiin lisää paksuutta, mutta tämä lisää lujuusominaisuuksia vain joillain tietyillä materiaaleilla, kuten seostetuilla alumiineilla. Teräksillä hitsiaine on usein lujempaa kuin perusaine, minkä vuoksi esimerkiksi vetokokeissa vetosauvat eivät koskaan murru hitsin kohdalta, mikäli hitsissä ei ole virheitä. Tämä pätee myös lisäaineettomiin laserhitseihin ilman pinta- tai juurikupua.
Päittäisliitoksessa kapea hitsi ei siis tarkoita heikkoa hitsiä. Päinvastoin – monilla materiaaleilla kapeampi hitsi on lujempi, koska kapeamman hitsin vieressä sijaitseva muutosvyöhyke (”HAZ”) on kapeampi. Muutosvyöhykkeen lujuus ja iskusitkeys ovat usein heikompia kuin hitsiaineessa tai perusaineessa, minkä vuoksi kapeampi muutosvyöhyke parantaa hitsin mekaanisia ominaisuuksia.
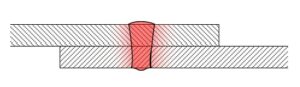
Päittäisliitoksessa hitsin kapeudella ei siis ole ainakaan hitsin mekaanisia ominaisuuksia heikentävää vaikutusta, mutta limiliitoksessa näin ei ole. Limiliitoksessa hitsin voimia välittävä paksuus on käytännössä sama kuin hitsin leveys. Näin ollen tavoitteen ollessa tasaluja liitos, limiliitosta käytetään tyypillisesti alle 2 mm paksuilla ohutlevyillä, jolloin hitsin leveys ylittää levyosien ainepaksuuden, eikä hitsistä muodostu heikointa kohtaa.
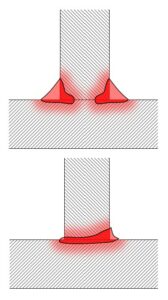
Pienaliitoksissa hitsin voimia välittävä paksuus, ”a-mitta”, muodostuu esim. MIG/MAG-hitsauksessa lähes yksinomaan lisäaineesta. Laserhitsatussa pienaliitoksessa voidaan hyödyntää laserhitsin tunkeumaa, jolloin vaadittuun a-mittaan riittää pienempi hitsipalko. Tätä mahdollisuutta hyödynnetään paljon mm. telakkateollisuudessa jäykisteiden hitsauksessa.
Tietyillä materiaaleilla lisäaineettoman laserhitsin ominaisuuksia on vaikea – joissain tapauksissa jopa mahdotonta – saada vaatimusten mukaisiksi. Esimerkiksi runsashiilisillä teräksillä hitsistä tulee usein liian kova ja hauras ja tietyillä alumiiniseoksilla hitsiaineeseen muodostuu kuumahalkeamia. Tällöin myös laserhitsauksessa voidaan käyttää lisäainetta, jolloin myös haastavien materiaalien hitsaus onnistuu.
KYSY ASIANTUNTIJOILTAMME lisätietoja laserhitsauksen soveltuvuudesta juuri Teidän tuotteidenne valmistuksessa!
LISÄTIETOJA: laserhitsaus, Ionix laserhitsauskoneet
