Laser Welding
LASER WELDING is a process where a high power light beam is used to transfer large amount of energy to a small spot on workpiece surface, in order to melt or vaporize the material being welded. There are two basic mechanisms by which laser welding can occur in metals: conduction welding and keyhole welding. The laser beam power density incident upon the workpiece and power:speed ratio which represents energy deposited into the weld unit length, determine the characteristics of the process. The minimum power density to initiate a keyhole in steel is approximately 10 kW/mm2. Below this power density threshold a conduction welding mechanism will occur. When the laser beam heats up the material and the threshold temperature is reached, the bonds between the atoms in material are broken and the material vaporizes. If the vapor temperature is increased further, the electrons of the vaporized metal atoms and gases in the interaction zone can be removed from the atoms, resulting in ionized gas, i.e. plasma.
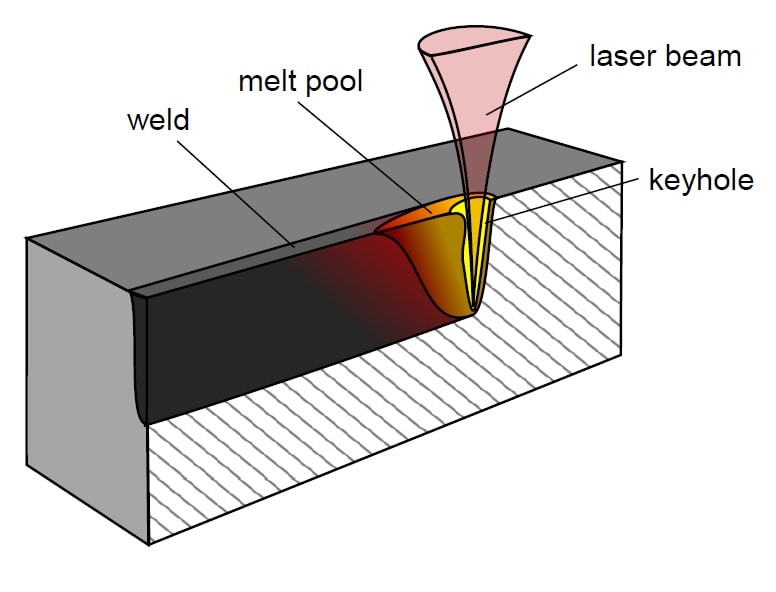
IN KEYHOLE LASER WELDING the high-temperature vapor and plasma expands resulting in a recoil force that pushes on the surrounding molten material forming a narrow cavity, i.e. a keyhole, penetrating the molten material. When the laser beam moves over the workpiece, the metal along the leading edge of the keyhole is melted through its entire thickness. The liquid metal flows around the keyhole, and re-solidifies at the trailing edge. The molten pool surrounding the keyhole has characteristically a teardrop shape, and a temperature is considerably higher than that of a conventional arc weld. The weld geometry is characteristically deep and narrow.
IN CONDUCTION WELDING the laser power density is not high enough to form a keyhole, and the heat is conducted into the material from the surface. As a consequence, the weld geometry is characteristically shallow and wide, and it resembles conventional arc welds.
PROCESS GASES are used in laser welding to prevent the attenuating of laser radiation in plasma plume above the keyhole, and to shield the weld pool and solidifying weld from atmospheric contaminations. Argon and helium are the dominant gases in laser welding, and they form the basis for a number of gas mixtures where components are added to meet specific goals. The right shielding gas can affect the joint appearance and its mechanical properties by creating a pore-free weld metal, avoiding embrittlement of the weld metal, and creating a smooth surface without undercut.
BENEFITS OF LASER WELDING:
- Small heat input resulting in low thermal stresses and distortions and small heat-affected zone (HAZ)
- Smooth and narrow weld resulting in reduced refinishing work
- Good accessibility: welding can be done from one side only, if necessary, and the weld can be located inside a narrow gap
- High welding speed increases the process efficiency
- The process is easy to adjust
- The process is easy to automate due to its controllability and low failure tendency (non-contact process, no interruptions caused by filler wire feeding problems, no changing of consumables, etc.)
ADDITIONAL INFORMATION: laser processing, Ionix Laser Welding Machines
Ionix provides solutions for industry in laser processing from engineering and consultation services to customized production systems. Contact us for more information!
