Kaarijuotto
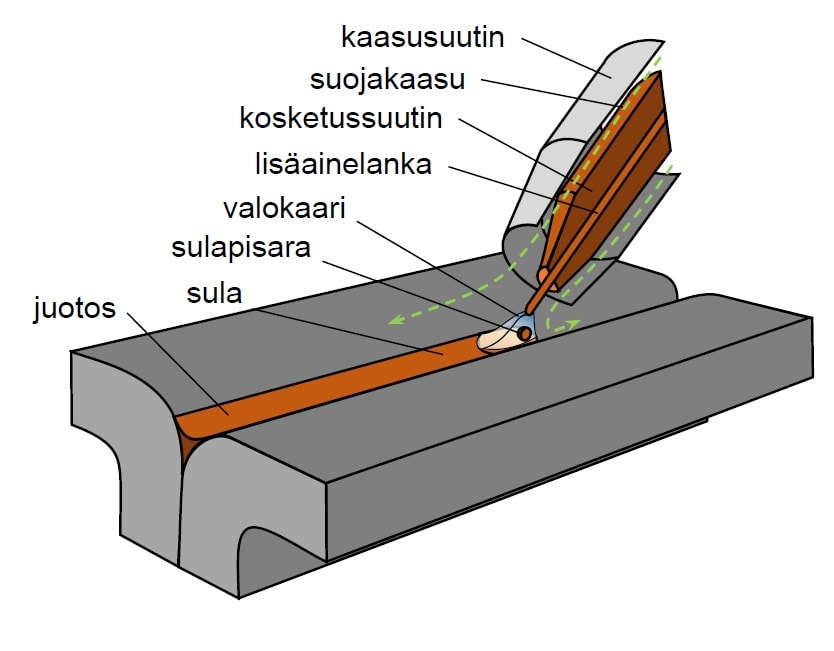
KAARIJUOTTO (MIG-juotto) muistuttaa hyvin paljon MIG/MAG-hitsausta. Erona MIG/MAG-hitsaukseen on lisäaine, jonka sulamispiste kaarijuotossa on huomattavasti perusaineen sulamispistettä alhaisempi. MIG/MAG-hitsauksen tapaan valokaari palaa lisäainelangan ja työkappaleen välillä, mutta valokaari sulattaa ainoastaan lisäaineen, joka kostuttaa normaalin juotteen tapaan perusaineen liitospinnat ja tunkeutuu liitettävien osien väliseen rakoon. Jähmettyessään lisäaine muodostaa liitettävien osien välille juotosliitoksen. Kyseessä ei siis ole hitsaus- vaan juotosprosessi.
LISÄAINEENA käytetään tyypillisesti kupariseoksia (pronsseja), joiden sulamislämpötila-alue (noin 1 000 °C) on huomattavasti matalampi kuin teräksillä (1 500 °C). Yleisimpiä lisäaineita ovat alumiini-, alumiininikkeli-, pii- ja tinapronssit.
SUOJAKAASUNA käytetään argonia tai seoskaasua, joissa on 1-2 % happea tai hiilidioksidia argonin seassa.
LISÄAINEEN SIIRTYMINEN langan päästä hitsisulaan tapahtuu suihkumaisesti, sillä kaarijuotossa toimitaan yleensä vain kuumakaarialueella. Lisäksi aineensiirtymistä ohjataan valokaaren pulssituksella. Langansyöttönopeudet ja työstönopeudet ovat moninkertaisia verrattuna MIG/MAG-hitsaukseen.
LAITTEISTON pääkomponentit ovat MIG/MAG-hitsauksen tapaan virtalähde, langansyöttölaite, monitoimijohto, juotospistooli ja maadoituskaapeli. Kaarijuotto soveltuu hyvin niin käsin tapahtuvaan kuin myös mekanisoituun ja robotisoituunkin juottamiseen.
MATERIAALIT, joiden liittämiseen kaarijuottoa käytetään, ovat erityisesti sinkittyjä teräsohutlevyjä, sillä höyrystyvä sinkkipinnoite ei aiheuta kaarijuotossa samanlaisia ongelmia (roiskeita ja huokosia) kuten MIG/MAG-hitsauksessa. Sinkittyjen ohutlevyjen lisäksi kaarijuottoa käytetään myös pinnoittamattomille ohutlevyille ja ruostumattomalle teräkselle. Tyypilliset levyvahvuudet ovat 1-3 mm.
LIITOKSEN OMINAISUUDET ovat usein riittäviä. Mekaaniset ominaisuudet ovat lähes samalla tasolla kuin hitsausliitoksessa, ja korroosionkeston puolesta juotos ei esimerkiksi sinkityssä ohutlevyssä edellytä liitoksen pinnoittamista jälkeenpäin. Suuren työstönopeuden ja juotteen matalan sulamispisteen ansiosta lämmöntuonti on pientä, mikä vähentää erityisesti ohutlevyissä vetelyitä huomattavasti.
KAARIJUOTON EDUT:
- Matala lämmöntuonti
- Liitoksen hyvä korroosionkesto
- Soveltuvuus sinkityn teräksen liittämiseen
- Juottaminen mahdollista kaikissa asennoissa
- Helppo mekanisoida tai automatisoida
KAARIJUOTON RAJOITUKSET:
- Kallis lisäaine
- Arka vedolle ja tuulelle
LISÄTIETOJA: Kaarihitsaus, Ionix robottihitsaussolut
IONIX tarjoaa teollisuudelle erilaisia kaarihitsaukseen liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen hitsausjärjestelmän suunnitteluun. Ota yhteyttä!
