Laser Marking
LASER MARKING is the most versatile and flexible marking technology available these days. Laser as a non-contact, non-wearing tool with flexible movements is ideal for marking workpieces of all shapes. Laser produces high-quality marks and it enables marking of otherwise inaccessible areas.
Laser marking is done typically with short high-power laser pulses. Pulse power is typically in the kilowatt range – from a few kilowatts to more than 100 kilowatts. The diameter of the focused spot ranges typically from 10 to 200 µm, and the pulsing frequency from 10 to 100 kHz.
DIFFENRENT KIND OF OPTICS can be used to generate the marked shape onto the workpiece. Two common techniques are scanning optics and mask optics.
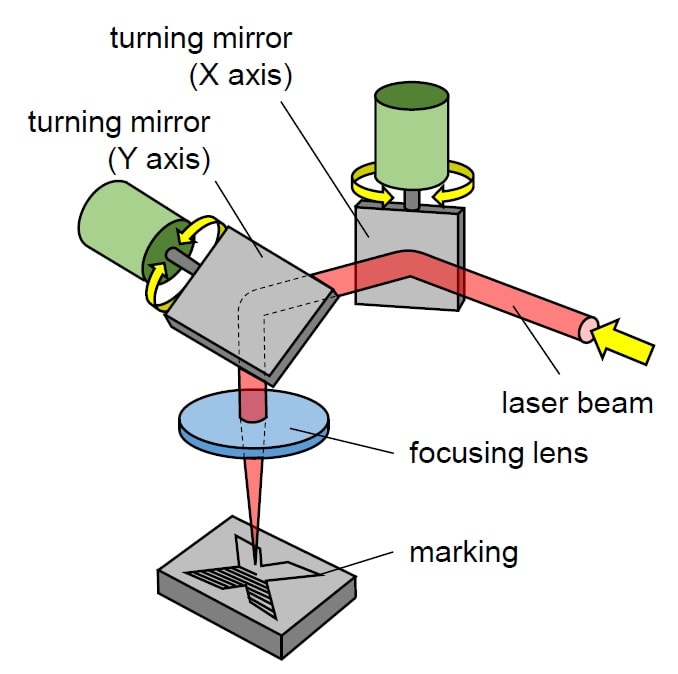
SCANNING OPTICS is based on one or two galvanometric rotating mirrors that deflect the laser beam in X and Y directions and guide the beam across the workpiece several meters per second. Another designation for the process is vector marking, since the marked pattern is made of many individual lines. Each laser pulse produces a small dot on the workpiece, and by overlapping the dots fine lines and entire areas are created. Due to its flexibility, scanning optics is ideal for marking e.g. graphics, varying character strings, and barcodes.
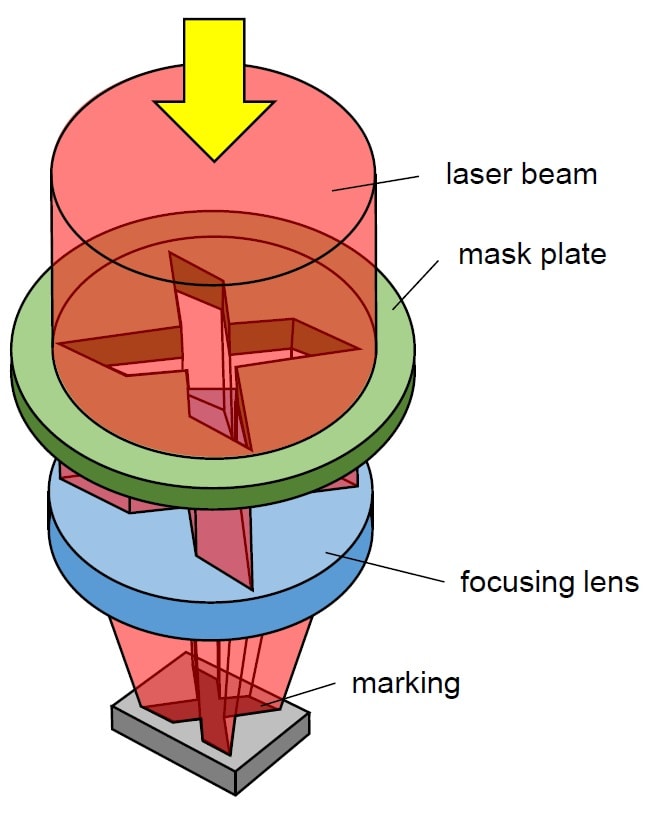
MASK OPTICS is based on a mask which determines the shape of the marking. Laser beam is directed to the mask, and the shape described in the mask lets part of the laser beam through. Lenses then project the modified laser beam onto the workpiece, and a smaller, reverse image of the mask is produced. The technique is very fast and it is therefore suitable for marking moving workpieces. Disadvantage of the technique is its inflexibility, as the entire mask needs to be replaced to change the marked shape.
The optimal marking process for the application depends on the material properties or the requirements set for the marking. There are several different laser marking processes used in industrial applications: engraving, ablation, annealing, color change, and foaming.
LASER ENGRAVING is a process where laser beam is used to melt and vaporize material from the workpiece surface. Short pulses at high pulse power and low frequency are used to vaporize the material. Diameter of the focused spot is typically 30 to 50 µm. Almost all materials can be engraved: metals, plastics, paints, ceramic materials, etc.
LASER ABLATION is a process where a coating layer is removed from the material surface. Suitable materials for ablation are for example anodized aluminum and painted materials.
LASER ANNEALING is suitable for ferrous metals and titanium. As the laser beam heats the material, an oxide film is formed on the material surface. The thickness of the film determines the film’s color, and consequently, the color of the marking can be changed by controlling the heat input. Annealing leaves a perfectly smooth surface as no material is removed. Annealed marking stands temperatures up to 200 °C.
COLOR CHANGE is used for marking plastics. Laser beam warms or melts the workpiece surface and triggers chemical reactions in the material. The surface remains smooth.
FOAMING is used to form gas bubbles into the material to produce a sort of plastic foam, which appears lighter than the surrounding material. In some cases the marking is textured and can be felt on the material surface.
ADDITIONAL INFORMATION: laser processing, Ionix Production Systems
Ionix provides solutions for industry in laser processing from engineering and consultation services to customized production systems. Contact us for more information!
