MIG/MAG Welding
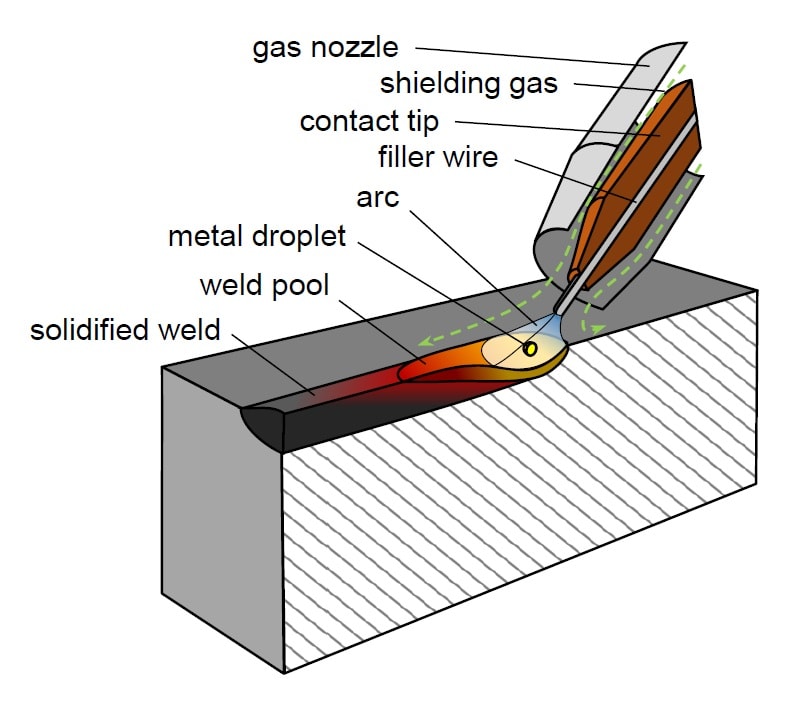
MIG/MAG welding is a common gas arc welding process used for welding metals. The arc burns between the metallic filler wire and the workpiece. The filler wire is fed automatically at constant speed by two or four drive rollers into the welding torch where the current is transferred to the wire bythe so-called contact tip (or contact tube). After the contact tip the wire continues towards the workpiece and the heat of the arc melts the filler wire tip, and the molten metal is transferred into the weld pool in molten metal droplets.
MOLTEN METAL TRANSFER from the tip of the wire can occur in four different modes called globular,short-circuiting, spray, and pulsed-spray. In short-circuiting mode the droplets form instantaneous short circuits (about 30-200 times per second), while in the spray mode the filler metal is transferred to weld pool as a jet of small droplets and short-circuits do not occur. Droplet size and is particularly affected by the welding current and voltage, the shielding gas, as well as the composition of the base material and the the filler material.
IN SHORT-ARC WELDING the filler metal transfers from the tip of the wire to the weld pool by short-circuiting mode. The welding current is typically in the range of 65-175 A and the welding voltage of 15-20 V. The short-arc welding is characterized by a relatively cold welding process because the arc is on only part of the time. Weld pool is small and therefore controllable in all welding positions, as well as in welding root passes from one side.
IN MIXED-ARC WELDING the filler metal transfer mode is a combination of a short-circuit transfer and a spray transfer. Welding current is typically in the range of 180-260 A and the welding voltage of 20-25 V. Usually welding in the mixed arc area is tried to be avoided due to the heavy spattering.
IN HOT-ARC WELDING the droplet size decreases as the welding current increases and material transfers in spray mode. Welding current is typically in the range of 250-350 A and the voltage of 25-38 V. A properly controlled hot arc generates little spatter and weld surface is smooth. However, a lot of heat is transferred into the workpiece, which can cause deformations. In addition, due to the large weld pool hot-arc welding is not suitable for root pass welding or welding in top or vertical positions.
IN LONG-ARC WELDING carbon dioxide (CO2) is used as shield gas. Due to the CO2 gas the material transfer mode is at least partially short-circuiting even at high welding current values, resulting in high spattering and rough weld surface.
IN PULSED ARC WELDING the metal transfer is controlled by pulsing the welding current. Due to the pulsing the material transfers in spray mode, even though the average welding current would be significantly below the hot-arc welding values. The pulse frequency is typically 20-400 Hz and the peak current about two times larger than in welding with constant current. This method can be used for increasing the welding speed and filler deposition rate significantly compared to the short arc welding, but reduce heat input and, as a consequence, workpiece deformations, compared to hot-arc welding.
SHIELDING GAS can be either active or inert gas, and its primary function is to protect the arc space and the weld pool from the surrounding air. The shielding gas substantially affect e.g. material transfer mode, weld penetration, shape of the weld bead and welding productivity. MIG/MAG welding is divided in MIG and MAG welding based on the shielding gas used in the process.
MAG WELDING is the name for a process where the shielding gas is active (Metal Active Gas). Active shielding gas is typically a mixture of argon and carbon dioxide, argon and oxygen, or argon, oxygen and carbon dioxide or pure carbon dioxide, and it reacts with the elements in the molten filler and base material. Oxygen and carbon dioxide influence the welding process in several ways: Both gases form a thin oxide film on the surface of the molten metal, thereby stabilizing the arc. In addition, the oxide layer decreases the melt viscosity, improving the fluidity and wettability of the weld pool. When welding steel it is often advantageous to use carbon dioxide instead of oxygen as part of the gas mix: carbon dioxide molecules dissociate (break down) at the high temperature of the arc, and the resulting strong increse of gas volume improves weld pool shielding from the ambient air, and especially from the porosity-causing nitrogen. Carbon dioxide molecules are formed again on the surface of the weld pool, which as a heat emitting reaction, makes the weld bead wider. The wider weld bead enhances out gasing and reduces weld porosity. MAG welding is commonly used in welding the iron-based metals such as carbon steels and stainless steels.
MIG WELDING, in turn, is a process where the shielding gas is inert (Metal Inert Gas), meaning it does not react with the molten metal alloys. The shielding gas is argon, helium, or a mixture of these two. MIG welding is used for welding non-ferrous metals such as aluminum and copper.
FILLER WIRE in MIG / MAG welding is typically a solid wire with a diameter of 0.8-1.2 mm. The filler material may also be a flux-cored wire, but this process is referred to as flux-cored arc welding (FCAW or FCA).
THE EQUIPMENT in MIG/MAG welding consists of the power source, wire feeder, welding cable, welding torch and earth cable. MIG/MAG welding is well suited for manual welding, mechanized welding as well as for robotized welding. Special MIG/MAG welding techniques has been developed by various manufacturers. The techniques allow, for example, welding of thin plates at extremely low input or increasing the productivity by combining multiple wires in the same welding torch and weld pool.
SUITABLE MATERIALS FOR MIG / MAG WELDING are unalloyed and low-alloy steels and stainless steels as well as aluminum, copper and nickel alloys.
THE ADVANTAGES OF MIG/MAG WELDING:
- The filler material does not form slag (no need for slagging, minor risk of slag inclusions)
- High productivity
- Welding is possible in all positions
- Inexpensive filler material
- Wide welding parameters adjustment range
- Easy to automatize
THE RESTRICTIONS OF MIG/MAG WELDING:
- sensitive for wind and draft
- low penetration when compared to e.g. laser welding
ADDITIONAL INFORMATION: arc welding, Ionix Robotic Welding Cells
Ionix provides solutions for industry in arc welding from engineering and consultation services to customized welding systems. Contact us for more information!
