Hybrid Laser Welding
HYBRID LASER WELDING is a process, where laser welding and some other welding process, such as MAG welding, are combined to a single process. Laser beams and electric arcs are quite different welding heat sources, but both work in a gaseous shielding atmosphere at ambient pressure that makes it possible to combine these heat sources to a unique welding technique referred to as hybrid laser-arc welding. Hybrid laser-arc processes, especially hybrid laser-MAG welding, have been increasingly applied to welding applications during recent years. In hybrid laser-arc welding process most of the process mechanisms of autogenous laser welding and arc welding can be observed. Furthermore some synergistic effects originating from the combination of two different processes are present.
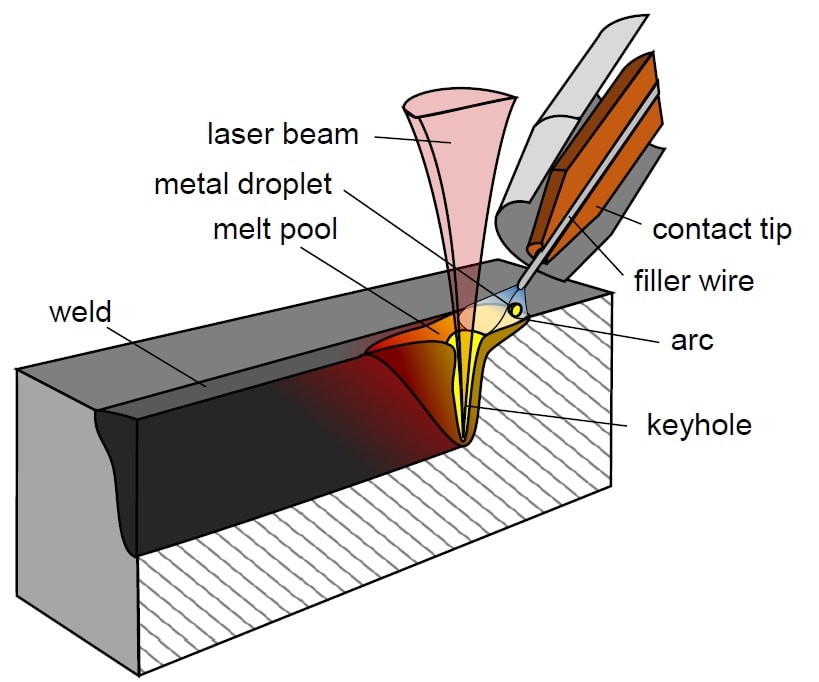
Hybrid laser-arc welding is a combination of laser welding and arc welding. The processes create a common weld pool which moves along the weld pass. In some applications, the distance between laser beam and arc is so long, that the processes are actually creating separate weld pools. This process is sometimes referred as tandem laser-arc welding rather than hybrid laser-arc welding. Hybrid process is not just a simple combination of laser beam and arc, but there are complicated physical interactions between the two heat sources.
In hybrid laser-arc welding processes the laser beam as a high-energy density heat source commonly serves as the primary heat source enabling deep penetration mode welding while the arc as the secondary heat source improves process stability, reliability and efficiency as well as the quality of the weld. As a secondary heat source, either process with consumable electrodes, i.e. MAG process, or process with non-consumable electrodes, i.e. TIG process, can be chosen. If any addition of filler material is required, a processes with consumable electrode should be applied, otherwise arcs with non-consumable electrodes are preferred. Depending on the energy ratio of the two heat sources, the characteristics of the hybrid process may be either more arc-like or more laser-like. The weld penetration increases with an increase in laser energy, whereas the weld width increases with the arc energy. For different applications, there exists an optimum ratio between the powers of the laser beam and arc.
BENEFITS OF HYBRID LASER-ARC WELDING COMPARED TO AUTOGENOUS LASER WELDING:
- By adding filler wire to the process one can adjust the metallurgy of the weld. Additionally, wider air gaps between the parts to be joined can be tolerated when filler material is used.
- The additional energy from the arc increases the penetration and width of the weld. Normally the welding speed can be increased as well.
- As the heat input to the weld pool is increased, the weld pool has more time to smooth and the weld surface becomes smoother and the undercutting disappears.
- The greater welding energy enables welding of certain materials, which are typically challenging or impossible to weld with laser welding due to tendency to hot cracking or too hard weld metal.
BENEFITS OF HYBRID LASER-ARC WELDING COMPARED TO ARC WELDING:
- High welding speed increases the process efficiency.
- Deep penetration enables decreased number of weld passes and groove volumes. Usually a single pass is sufficient.
- Small heat input resulting in low thermal stresses and distortions and small heat-affected zone (HAZ).
ADDITIONAL INFORMATION: laser processing, Ionix Laser Welding Machines
Ionix provides solutions for industry in laser processing from engineering and consultation services to customized production systems. Contact us for more information!
