Plasmahitsaus
PLASMAHITSAUS on kaasukaarihitsausprosessi, jossa valokaari palaa katodina toimivan sulamattoman (tyypillisesti volframista valmistetun) elektrodin ja anodina toimivan työkappaleen välillä. Tältä osin se muistuttaakin hyvin paljon TIG-hitsausta. Plasmahitsauksessa valokaari on kuitenkin kuroutettu, eli muutettu kartiomaisesta sylinterimäiseksi, jolloin suuremman energiatiheytensä (noin 10-kertainen TIG-hitsaukseen verrattuna) ansiosta plasmahitsauksella voidaan hitsata lävistävällä valokaarella.
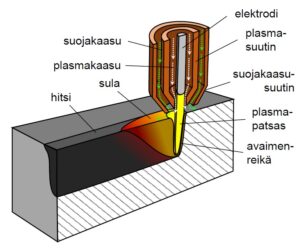
PLASMAHITSAUSPOLTTIMESSA elektrodi on sijoitettu plasmasuuttimen sisään, ja elektrodin ympärillä suurella nopeudella virtaava plasmakaasu ionisoituu elektrodin ja työkappaleen välillä palavassa valokaaressa muodostaen kaariplasman. Plasmasuuttimen kärjessä oleva kapeneva aukko kurouttaa kaariplasman, minkä ansiosta kaariplasman energiatiheys ja lämpötila saadaan huomattavasti korkeammaksi kuin vapaasti palavassa valokaaressa. Kaariplasman lämpötila voi nousta 20 000-30 000 °C lämpötilaan. Vesijäähdytetty plasmasuuttimen seinämä jäähdyttää tehokkaasti suuttimessa virtaavan kaasun uloimman kerroksen ja estää näin sen ionisoitumisen. Kaasuvirtauksen uloin kerros toimii täten tehokkaana termisenä ja sähköisenä eristeenä kaariplasman ja suuttimen välillä.
PLASMAKAASUNA ylivoimaisesti eniten käytetty kaasu on argon, koska sen ionisoitumispotentiaali on matala (hyvä valokaaren syttyvyys ja stabiilius) ja ominaispaino korkea (suuri plasmapatsaan kineettinen energia ja tehokas hitsisulan suojaus). Lisäksi se inerttinä kaasuna suojaa elektrodia hapettumiselta. Argonin matalasta lämmönjohtavuudesta johtuvaa hitsin yläosan leveyttä ja epäjuohevaa liittymistä perusaineeseen voidaan estää seostamalla argoniin muutamia prosentteja vetyä, jonka lämmönjohtavuus on huomattavasti argonia suurempi.
SUOJAKAASUA tarvitaan plasmakaasun rinnalla, sillä plasmakaasuvirtaus ei yksistään riitä suojaamaan hitsisulaa ympäröivältä ilmalta. Plasmakaasusuutinta ympäröivä suojakaasusuutin ohjaa suojakaasuvirtauksen prosessin ympärille. Yleisin suojakaasu on argon, koska se inerttinä ja painavana kaasuna suojaa hyvin hitsisulaa. Suojakaasuna voidaan käyttää myös aktiivisia kaasuja tai kaasuseoksia, jolloin voidaan parantaa hitsauksen tehokkuutta tai hitsin muotoa. Usein kuitenkin valitaan käytännön syistä plasma- ja suojakaasuksi sama kaasu. Plasma- ja suojakaasun yhteenlaskettu kulutus on tyypillisesti luokkaa 10-25 l/min.
PLASMAHITSAUKSEN JAOTTELU voidaan tehdä toimintaperiaatteen perusteella sulattavaan plasmahitsaukseen ja lävistävään plasmahitsaukseen. Sulattava plasmahitsaus muistuttaa hyvin paljon TIG-hitsausta, kun taas lävistävässä plasmahitsauksessa materiaaliin muodostuu reikä plasmapatsaan porautuessa sulaan metalliin suuren termisen ja kineettisen energiansa vaikutuksesta. Syntyneen reiän, josta käytetään tyypillisesti nimeä avaimenreikä tai lävistysreikä, halkaisija on tyypillisesti 1,5-3 mm riippuen aineenpaksuudesta ja polttimesta. Kun poltinta kuljetetaan eteenpäin, plasmapatsaan sulattama metalli virtaan sen sivuilta reiän taakse yhtenäiseksi sulaksi ja jähmettyy edelleen hitsiksi. Sulattava plasmahitsaus soveltuu tyypillisesti alle 3 mm ainevahvuuksille ja lävistävä plasmahitsaus ainevahvuuksille 3-12 mm.
KAARIJÄNNITE JA HITSAUSVIRTA vaihtelevat sovelluksen mukaan, mutta kaarijännite on tyypillisesti luokkaa 20-30 V ja hitsausvirta 50-350 A. Hitsausvirran perusteella plasmahitsaus voidaan jakaa mikroplasmahitsaukseen (0,1-15 A, 0,01-0,5 mm), väliplasmahitsaukseen (15-100 A, 0,5-3 mm) sekä suurtehoplasmahitsaukseen (100-500 A, 3-12 mm). Peukalosääntö hitsausvirralle on, että 1 mm tunkeumaa varten tarvitaan 30-50 A hitsausvirtaa.
PLASMAKAARIHITSAUS on tarkempi nimitys plasmahitsaukselle, jossa valokaari palaa elektrodin ja työkappaleen välillä. Joissain sovelluksissa valokaari palaa elektrodin ja plasmasuuttimen välillä, jolloin prosessista käytetään nimitystä plasmasuihkuhitsaus. Plasmasuihkua hyödynnetään enemmän muissa prosesseissa, kuten plasmaruiskutuksessa.
LISÄAINETTA ei tyypillisesti käytetä plasmahitsauksessa, mutta joskus lisäaineen tuonti on tarpeen esimerkiksi hitsiaineen seostamiseksi tai railonvalmistus- tai sovitusepätarkkuuksien kompensoimiseksi. Lisäaineet voivat olla MIG/MAG- ja TIG-hitsauksesta tuttuja lankoja tai jauheplasmahitsauksen tapauksessa metallijauhetta.
PLASMAHITSAUSLAITTEISTO käsittää virtalähteen, hitsauspolttimen, ohjausyksikön, sytytyslaitteen, jäähdytyslaitteen ja kaasunvirtauslaitteet. Virtalähde on hyvin samanlainen kuin TIG-hitsauksessa, jonka virtalähdettä käytetäänkin usein plasmahitsaukseen. Plasmahitsausta voidaan tehdä käsinhitsauksena, mutta edut voidaan hyödyntää parhaiten mekanisoidussa tai automatisoidussa hitsauksessa.
PLASMAHITSAUKSEN EDUT:
- Suurehko hitsausnopeus
- Erinomainen hitsin laatu
- Suuri tunkeuma (I-railon hitsaus noin 10 mm saakka)
- Roiskeettomuus
- Matala ja juoheva hitsikupu
- Pienet muodonmuutokset
- Pieni lisäainetarve
- Erittäin ohuet ainepaksuudet mahdollisia (≥0,01 mm)
- Vähemmän herkkä kaarenpituuden vaihteluille kuin TIG-hitsaus (<1,5 mm vaihtelut eivät yleensä vaikuta prosessiin)
- Plasmasuuttimen suojassa oleva elektrodi on vähemmän herkkä vaurioille
PLASMAHITSAUKSEN RAJOITUKSET:
- Hitsausparametrien säätäminen vaatii tarkkuutta
- Suuret railonvalmistus- ja sovitustarkkuusvaatimukset (I-railossa ilmarako tulisi olla alle 0,1 x aineenvahvuus)
- Edellyttää usein juurikaasun käyttöä
LISÄTIETOJA: plasmatyöstö, Ionix plasmahitsauskoneet
IONIX tarjoaa teollisuudelle erilaisia plasmatyöstöön liittyviä asiantuntijapalveluita prosessitesteistä kokonaisen työstöjärjestelmän suunnitteluun. Ota yhteyttä!
