Laser Cutting
LASER CUTTING has established a position especially in sheet metal industry as an efficient and high-quality cutting method.
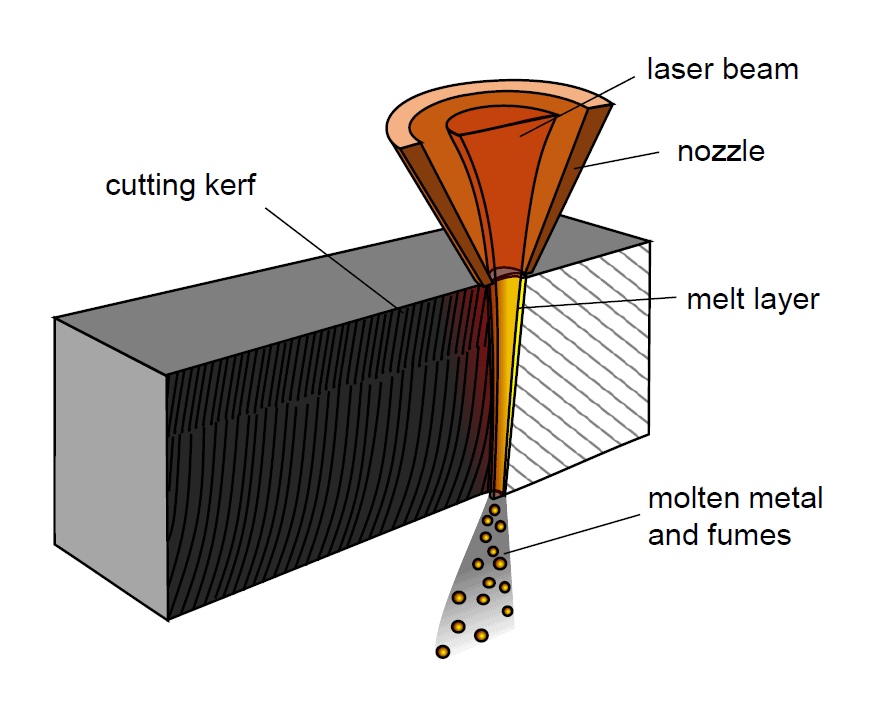
THE PRINCIPLE OF THE PROCESS is relatively simple. Focusing lens located in the cutting head focuses the laser beam to a very small, typically with a diameter of 0.1-0.4 mm, spot on the workpiece surface. The high energy density (more than 105W/mm2) of the focused spot leads to a rapid heating of the material. The material melts and/or vaporizes and the molten/vaporized material is blown away from the cutting kerf with a cutting gas jet coaxial with the laser beam. The cutting contour is generated by moving the workpiece and cutting head relative to each other.
CUTTING GAS has an important role in cutting process. Oxygen (0.1…6 bar) is typically used when cutting carbon steel and low-alloyed steels. The material burns when it reacts with oxygen at high temperature. This exothermic reaction generates additional energy (up to five times the laser energy) to the process and enables increase in cutting speed. Additionally, the metal oxide decreases the viscosity and surface tension of the molten metal and helps the molten metal to exit the cutting kerf. It should be noted that the oxide layer formed on the cutting surface must be removed before painting, as the layer will detach easily later on and expose the unpainted metal surface to corrosion. Cutting process with oxygen is typically called as flame cutting or oxygen cutting.

Other materials, such as stainless steels and other high-alloyed steels, aluminum, titanium, and many polymers and ceramic material are typically laser cut with non-reactive gas, such as nitrogen or argon. The process is generally known as fusion cutting or nitrogen cutting. The laser beam melts/vaporizes the material and the high pressure (2…25 bar) cutting gas jet expels the material out from the cutting kerf and at the same time prevents oxidization of the hot material by the atmospheric air leading to a bright, deoxidized cutting surface. Nitrogen is normally used as cutting gas in fusion cutting, but when cutting titanium, argon is usually needed to prevent formation of the brittle titanium nitride.
THE BENEFITS OF LASER CUTTING comparing to other cutting methods are e.g. freedom of design in cut shapes, high cutting speed, good cutting quality, and high precision.
ADDITIONAL INFORMATION: laser processing, Ionix Laser Cutting Machines
Ionix provides solutions for industry in laser processing from engineering and consultation services to customized production systems. Contact us for more information!
